New Equipment | Solder Materials
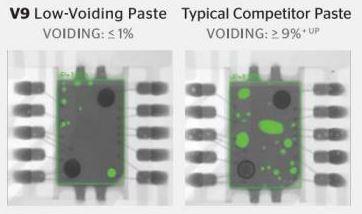
V9 No Clean solder paste is formulated for near-zero voiding on BGA, BTC and LED soldering applications. Significant void reduction achievable on all surface finishes including ENIG, ImSn and OSP. V9 exhibits stable print performance on fine feature
Electronics Forum | Wed Jan 07 17:39:26 EST 2015 | duchoang
Additional info: I use SAC305 solder paste on Enig PCB.
Electronics Forum | Tue Apr 27 21:24:14 EDT 2021 | kwalker
No, you're correct. Nickel oxidation can be difficult to remove
Industry News | 2024-11-18 19:03:05.0
Stand J90
Technical Library | 2014-08-07 15:13:44.0
Gold embrittlement in SnPb solder is a well-known failure mechanism in electronic assembly. To avoid this issue, prior studies have indicated a maximum gold content of three weight percent. This study attempts to provide similar guidance for Pb-free (SAC305) solder. Standard surface mount devices were assembled with SnPb and SAC305 solder onto printed boards with various thicknesses of gold plating. The gold plating included electroless nickel immersion gold (ENIG) and electrolytic gold of 15, 25, 35, and 50 microinches over nickel. These gold thicknesses resulted in weight percentages between 0.4 to 7.0 weight percent.
Technical Library | 2021-10-20 18:21:06.0
The solderability of the SAC305 alloy in contact with printed circuit boards (PCB) having different surface finishes was examined using the wetting balance method. The study was performed at a temperature of 260 _C on three types of PCBs covered with (1) hot air solder leveling (HASL LF), (2) electroless nickel immersion gold (ENIG), and (3) organic surface protectant (OSP), organic finish, all on Cu substrates and two types of fluxes (EF2202 and RF800). The results showed that the PCB substrate surface finish has a strong effect on the value of both the wetting time t0 and the contact angle h. The shortest wetting time was noted for the OSP finish (t0 = 0.6 s with EF2202 flux and t0 = 0.98 s with RF800 flux), while the ENIG finish showed the longest wetting time (t0 = 1.36 s with EF2202 flux and t0 = 1.55 s with RF800 flux). The h values calculated from the wetting balance tests were as follows: the lowest h of 45_ was formed on HASL LF (EF2202 flux), the highest h of 63_ was noted on the OSP finish, while on the ENIG finish, it was 58_ (EF2202 flux). After the solderability tests, the interface characterization of cross-sectional samples was performed by means of scanning electron microscopy coupled with energy dispersive spectroscopy.
Surface Mount Technology Association (SMTA) | https://www.smta.org/icsr/speaker_forms/Paper-Format-Requirements.doc
0.8 mm and peripheral HAVE HIGH Cu DISSOLUTION RATES OF SAC305/405 ALLOYS FORCED A CHANGE IN THE LEAD FREE ALLOY USED DURING PTH PROCESSES? Craig Hamilton, P.E
Heller Industries Inc. | https://hellerindustries.com/wp-content/uploads/2018/07/last-will-of-bga-void.pdf
] Investigation Specifics: 84 I/O Plastic CSP, daisy chained, 0.3mm (12 mil) diameter solderballs Sn63 solder paste Test vehicle: Characteristics not available, Immersion Silver (IAg) and ENIG finishes Thermal cycling: 0°C-100




winsouce.jpg)